
公司名稱:河北威岳機械有限公司
生產地址:河北省滄州市
價格:2356
運費:賣家承擔
聯系人:張文娟
產品推薦

價格:3260
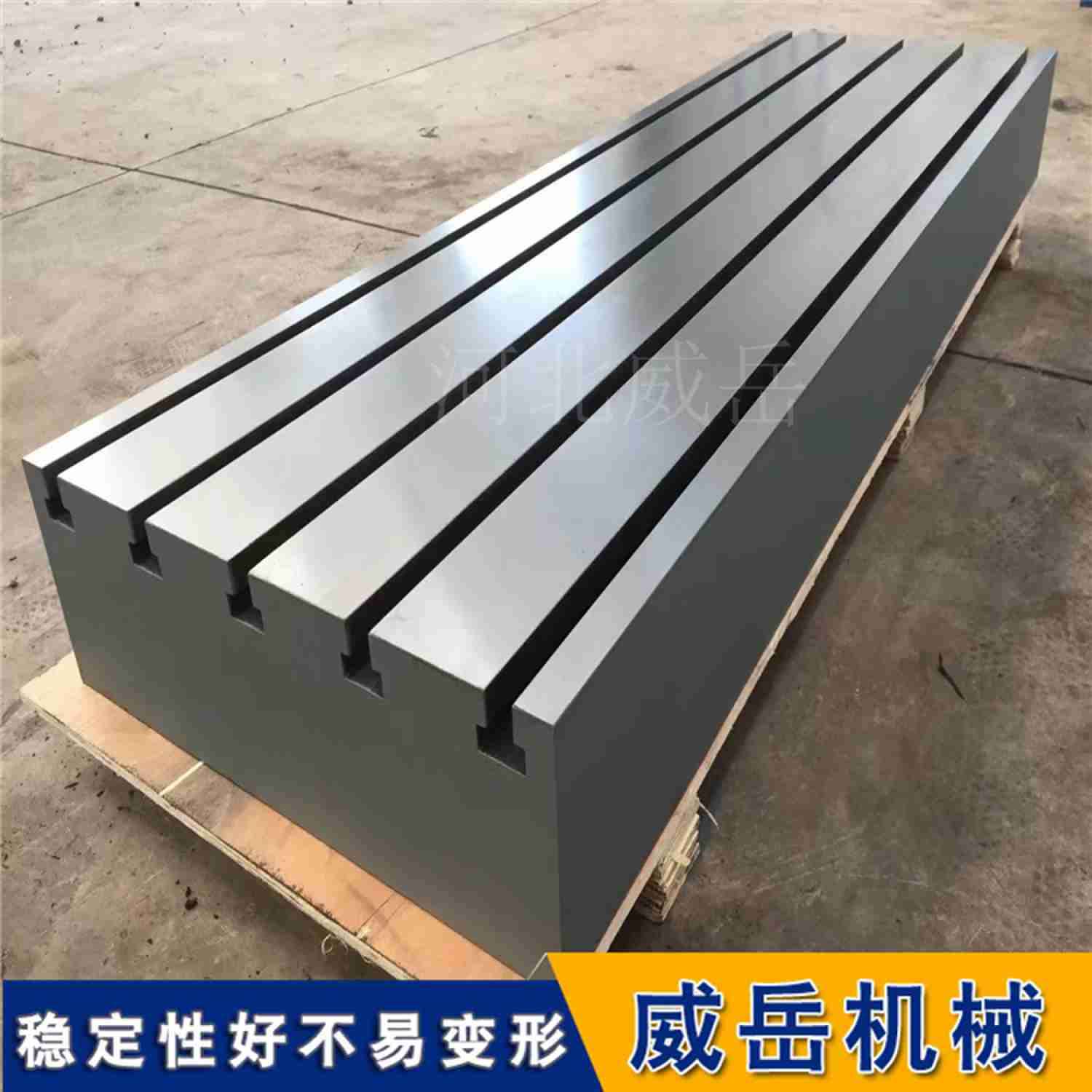
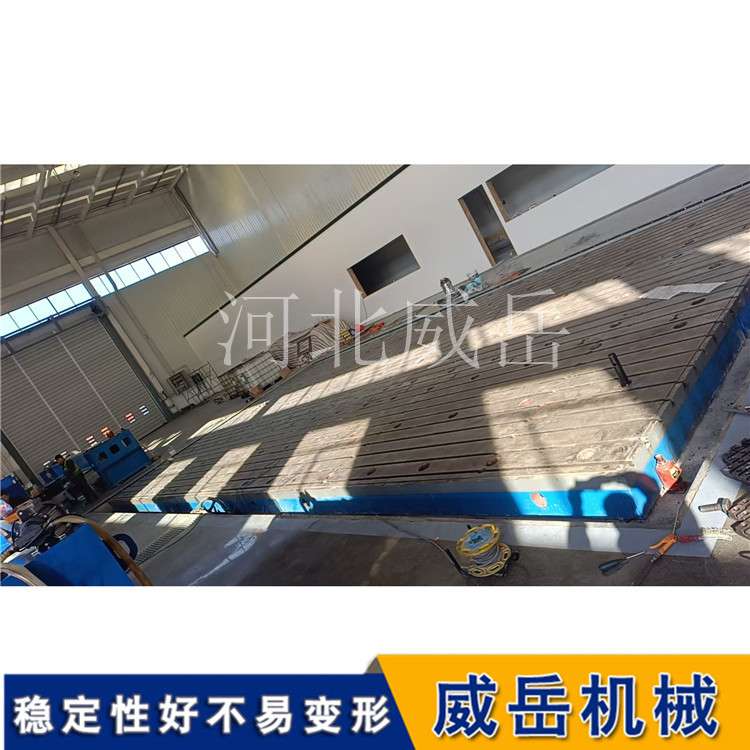
非標定做鑄鐵平板 大型拼接式鑄造平臺 地軌/槽鐵組合工作臺 來圖加工
價格:4120
非標定制T型槽試驗平板 大型鑄造基礎平臺 地軌式拼接工作臺 承重可定制
價格:3250
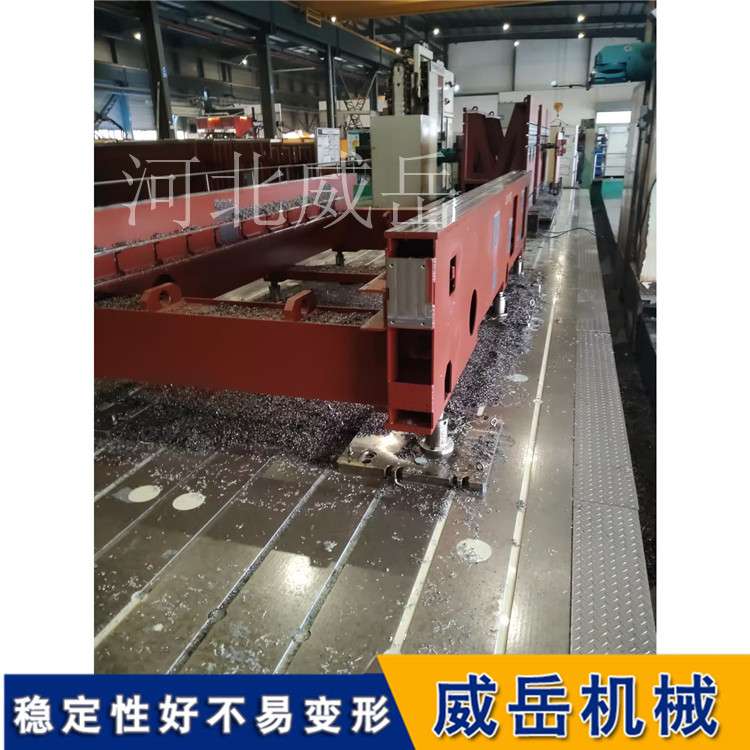
大型落地鏜銑床工作臺 4000x9000mm 人工退火+自然時效 耐磨不變形

價格:4120
高剛性CNC數控機床工作臺 龍門銑床工作臺 承載5噸
價格:2560
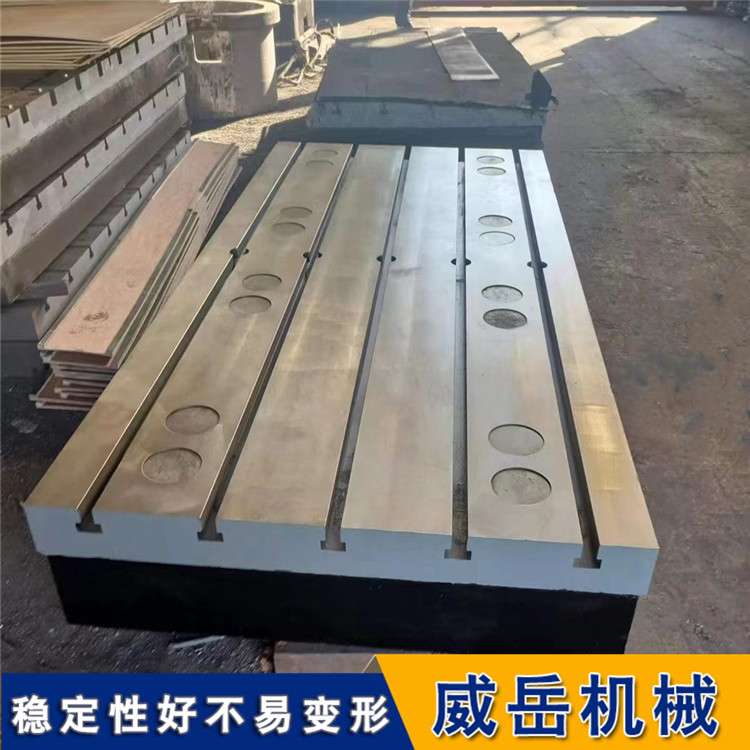
高強度鑄鐵HT200-300試驗平臺 | 支持非標T型槽定制

價格:3100
HT300鑄鐵電機試驗平臺 規格1.5x2米至非標 硬度HB170-220 支持預埋地腳螺栓
價格:4120
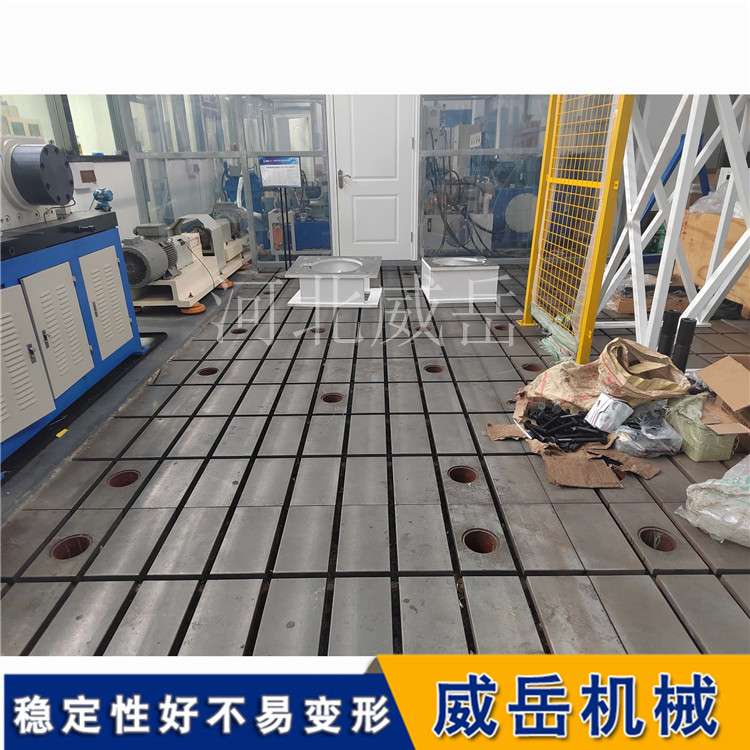
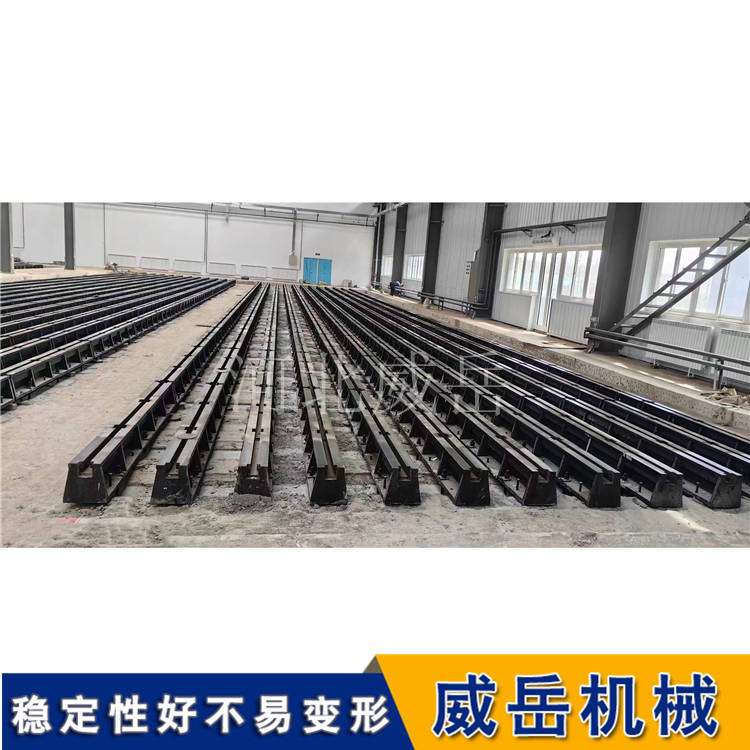
高剛性T型槽鐵地板 HT250材質 兩次人工時效處理 變形量小 精度穩定
價格:4510
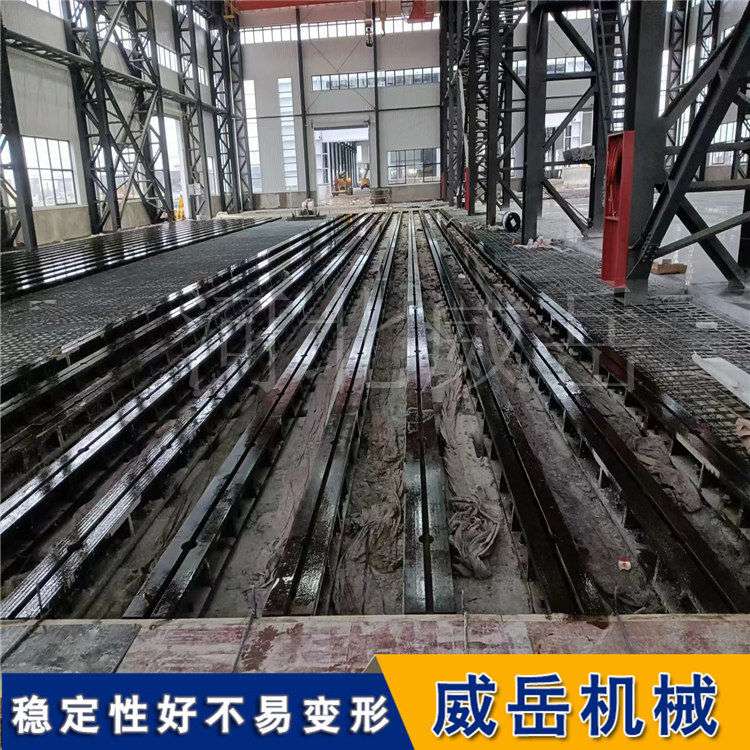
廠家直銷T型槽鐵地板 重型鑄鐵地軌平臺 車間承重地面板 可拼接帶槽基礎板
產品描述
T型槽試驗地軌變形會影響設備安裝精度和運行穩定性,但絕大多數情況都可以通過修復解決。處理的關鍵是根據變形程度“對癥下藥”,避免因操作不當造成永和久性損傷。
以下是針對不同程度變形的分級處理方案:
第和一步:先給地軌做“體檢”,判斷變形程度
動手前,必和須用專業工具摸清變形情況。如果自己判斷不準,建議直接聯系專業廠家或檢修團隊上門檢測。
輕度變形:平面度誤差 ≤ 0.08 mm/m。
中度變形:平面度誤差在 0.08 mm/m - 0.15 mm/m 之間。
重度變形:平面度誤差 > 0.15 mm/m,或有局部凹陷、裂紋、槽口嚴重磨損。
第和二步:分級處理方案
輕度變形:應急校準
適用于微小變形,通常是臨時處理,能改善表面但無法從根本恢復精度。
手工修研:用專用油石或細銼刀,手工修去T型槽表面的毛刺、劃傷和微小凸起。
千斤頂頂壓法(臨時應急):在變形凸起部位下方放置千斤頂,緩慢頂起至標準平面度,保持壓力靜置24小時釋放應力。
特別提醒:此為臨時方案,操作不當可能造成二次損傷,非專業人員不建議輕易嘗試。
火焰加熱矯正法(謹慎使用):用氧乙炔火焰將變形區域加熱至600-800°C(鑄鐵通常600-700°C),使其受熱產生塑性收縮,然后自然冷卻。此法對溫度控制要求相當高,建議由經驗豐富的老師傅操作。
中度變形:專業修復(比較可靠方案)
這是比較常用且效果比較可靠的方案,強烈建議由專業廠家執行。
精銑:將地軌固定在龍門銑床上,用T型槽銑刀對槽的側面和底面進行精銑,恢復直線度和槽寬的一致性。
手工刮研(核心技術):高和級鉗工用刮刀對銑削后的表面進行手工配刮,不僅進一步提高平面度,還能創造出微觀的儲油點,改善潤滑,確保接觸剛度(通常要求每25×25mm2內有一定數量的接觸點)。
重度變形或嚴重損壞:終相當方案
當地軌變形嚴重,或修復成本接近甚至超過新購成本時,應考慮以下方案。
局部鑲補:將嚴重損壞的一段地軌挖去,重新嵌入一個由淬火鋼或高強度鑄鐵制作的新鑲塊并加工平整。
報廢更換:如果變形過大、損壞嚴重或修復不經濟,比較直接徹和底的方法就是聯系制造商更換新的地軌。
第三步:修復后如何防止再次變形?
修復完成后,科學的預防能大大延長地軌壽命:
地基是關鍵:確保基礎采用C30以上混凝土,厚度≥200mm并配鋼筋網,養護不少于14天。安裝時需嚴格找平,單根地軌水平度誤差應≤0.03mm/m。
科學使用:
嚴禁超載:日常承載建議不超過額定載荷的80%,工件放置要均勻對稱。
規范緊固:緊固螺栓前,務必清理槽內鐵屑,并采用對角交替、逐步加力的方式。
日常維護:
每日清理鐵屑和灰塵,定期在T型槽側面涂抹潤滑脂。
建立定期檢定制度,每6-12個月檢查一次精度。
不使用時,洗凈涂油,并蓋上防塵蓋。
產品展示



 聯系人:
聯系人:
 電話:
電話:
 郵箱:
郵箱:
 地址:
地址: